

W środowiskach przemysłu ciężkiego – na morskich platformach wiertniczych, zakładach przetwórstwa petrochemicznego, elektrowniach i infrastrukturze morskiej – awaria pojedynczego łącznika może mieć katastrofalne skutki. Połączenia kołnierzowe pracujące pod wysokim ciśnieniem, podwyższoną temperaturą i agresywnym narażeniem chemicznym Pręty gwintowane i kołki które zapewniają stałą wydajność mechaniczną i odporność na korozję w wydłużonych okresach międzyobsługowych bez interwencji konserwacyjnych. To jest właśnie różnica w wydajności Pręty gwintowane Dacromet Coating B7 Szpilki zostały zaprojektowane tak, aby wypełniać.
Stal stopowa ASTM A193 klasy B7 jest materiałem będącym standardem branżowym do połączeń śrubowych o wysokiej wytrzymałości w zbiornikach ciśnieniowych, wymiennikach ciepła i kołnierzach rurociągów. Jego skład chromowo-molibdenowy zapewnia wytrzymałość na rozciąganie przekraczającą 125 ksi (862 MPa) w szerokim zakresie temperatur. Kiedy ten sprawdzony stop łączy się z obróbką powierzchni Dacromet – a w niektórych specyfikacjach dodatkową powłoką nawierzchniową z PTFE – w rezultacie otrzymuje się element złączny odporny na korozję w najtrudniejszych warunkach chemicznych i atmosferycznych, zachowując jednocześnie pełną zgodność z ASME, ASTM i międzynarodowymi normami dotyczącymi sprzętu ciśnieniowego.
Oznaczenie B7 w normie ASTM A193 określa stal stopową chromowo-molibdenową (o składzie 4140/4142), która została hartowana i odpuszczana w celu uzyskania precyzyjnej kombinacji wytrzymałości na rozciąganie, granicy plastyczności, twardości i wytrzymałości. Te właściwości sprawiają, że B7 Pręty gwintowane i kołki domyślny wybór do połączeń śrubowych regulowanych przez ASME B16.5, ASME VIII i równoważne przepisy dotyczące urządzeń ciśnieniowych.
Poniższa tabela podsumowuje minimalne wymagania mechaniczne dla prętów gwintowanych i kołków gwintowanych ASTM A193 klasy B7 w standardowych zakresach średnic:
| Zakres średnic | Wytrzymałość na rozciąganie (min) | Granica plastyczności (min) | Twardość (maks.) |
|---|---|---|---|
| ≤ 2½ cala (≤ M64) | 125 ksi / 862 MPa | 105 ksi / 724 MPa | 35 HRC / 321 HBW |
| 2½ – 4 cale | 115 ksi / 793 MPa | 95 ksi / 655 MPa | 35 HRC / 321 HBW |
| 4–7 cali | 100 ksi / 690 MPa | 75 ksi / 517 MPa | 35 HRC / 321 HBW |
W przypadku kołków M27×300 – wspólnej specyfikacji dla kołnierzy klasy 600 i klasy 900 od DN50 do DN100 – obowiązuje pełne wymaganie dotyczące wytrzymałości na rozciąganie 125 ksi. Ten poziom wytrzymałości umożliwia projektantom osiągnięcie odpowiedniego obciążenia śrub w wysokociśnieniowych połączeniach uszczelnianych przy mniejszej liczbie elementów złącznych na kołnierz, co zmniejsza złożoność montażu bez uszczerbku dla integralności połączenia.
Stal stopowa B7 zachowuje również znaczną wytrzymałość w podwyższonych temperaturach, nadając się do ciągłej pracy do około 450°C (840°F). Powyżej tego progu stopień relaksacji znacznie wzrasta i należy rozważyć alternatywne gatunki, takie jak B16. W większości zastosowań w rafineriach, zakładach chemicznych i platformach morskich zakres temperatur B7 jest więcej niż wystarczający.
Dacromet to nieorganiczny system powłokowy na bazie wody składający się z płatków cynku i aluminium zawieszonych w spoiwie chromianowym. Nałożony wieloma cienkimi warstwami i utwardzany w temperaturze około 300°C, tworzy gęsto upakowaną, lamelarną barierę na powierzchni elementu złącznego, która zapewnia ochronę przed korozją poprzez dwa jednoczesne mechanizmy: działanie bariery fizycznej i ochronę katodową (profiarową) ze strony osnowy cynkowo-aluminiowej.
Profil działania powłoki Dacromet na Pręty gwintowane Dacromet Coating B7 Szpilki jest dobrze udokumentowane poprzez standardowe badania w komorze solnej. Standardowe nałożenie Dacrometu o grubości 8–12 mikronów zapewnia odporność na 500–1000 godzin w teście neutralnej mgły solnej ASTM B117 przed pierwszymi oznakami czerwonej rdzy – znacznie przewyższając cynkowanie ogniowe, cynk galwaniczny i wiele systemów powłok organicznych przy równoważnej lub mniejszej grubości powłoki.
W wielu specyfikacjach dla Pręty gwintowane Dacromet Coating B7 Szpilki na bazową warstwę Dacromet nakłada się warstwę nawierzchniową z PTFE (politetrafluoroetylenu). Ta kombinacja – czasami określana w dokumentacji dostawcy jako Geomet® TopCoat lub Dacromet PTFE – rozwiązuje jedyne ograniczenie funkcjonalne samego Dacromet: jego stosunkowo wysoki współczynnik tarcia gwintu.
Niepowlekane lub zawierające Dacromet śruby dwustronne B7 instalowane w ciężkich kołnierzach mogą wykazywać znaczny rozrzut momentu obrotowego do naprężenia podczas skręcania, co utrudnia osiągnięcie stałego i przewidywalnego obciążenia śrub na wszystkich śrubach dwustronnych w układzie kołnierza wielośrubowego. Z natury niski współczynnik tarcia PTFE (około 0,04–0,08) radykalnie zmniejsza tę zmienność po nałożeniu jako powłoka nawierzchniowa, umożliwiając ściślejszą korelację momentu obrotowego z napięciem, bardziej równomierne naprężenia osadzenia uszczelki i zmniejszone ryzyko niedociążenia lub nadmiernego dokręcenia śruby podczas tej samej operacji montażu.
Warstwa PTFE zapewnia również dodatkową barierę przed zatarciem – mechanizmem zużycia kleju, który może trwale uszkodzić powierzchnie gwintu podczas montażu, szczególnie w przypadku kołków o dużej średnicy, takich jak M27, które wymagają dużego momentu montażowego. W zastosowaniach morskich, gdzie śruby dwustronne muszą zostać usunięte i ponownie zamontowane podczas okresowej kontroli kołnierza, zapobieganie zatarciu bezpośrednio zmniejsza koszty konserwacji w całym cyklu życia i czas realizacji.
Wymiar M27×300 określa średnicę gwintu metrycznego wynoszącą 27 mm i długość nominalną 300 mm. W kontekście konstrukcji złączy kołnierzowych ASME B16.5 i EN 1515, ten wymiar kołka jest powszechnie powiązany z następującymi konfiguracjami serwisowymi:
Długość 300 mm pozwala na dostosowanie standardowych wymiarów kołnierzy do powierzchni czołowej oraz dwóch ciężkich nakrętek sześciokątnych (ASTM A194 klasa 2H) z wystarczającym połączeniem gwintu na każdym końcu, aby uzyskać pełne obciążenie próbne elementu złącznego. Określenie prawidłowej długości gwintu łączonego – co najmniej jednej średnicy nominalnej na koniec w celu połączenia z pełną wytrzymałością – to podstawowy, ale często pomijany wymóg w dokumentach zamówienia elementów złącznych.
Pozyskiwanie Pręty gwintowane Dacromet Coating B7 Szpilki w przypadku regulowanych usług przemysłowych wymaga czegoś więcej niż tylko dopasowania wymiarowego. Dla każdej partii zamówienia należy zażądać i zweryfikować następującą dokumentację jakościową:
Do krytycznych połączeń śrubowych kołnierzy w instalacjach morskich, rafineriach lub zbiornikach ciśnieniowych, zgodnie z wymaganiami Pręty gwintowane i kołki od dostawców posiadających systemy zarządzania jakością ISO 9001 i udokumentowane doświadczenie w dostawach dla PED (dyrektywa w sprawie urządzeń ciśnieniowych), NORSOK lub równoważnych ram regulowanych zapewnia najsilniejszą podstawową gwarancję stałej jakości produktu w przypadku powtarzających się zamówień.

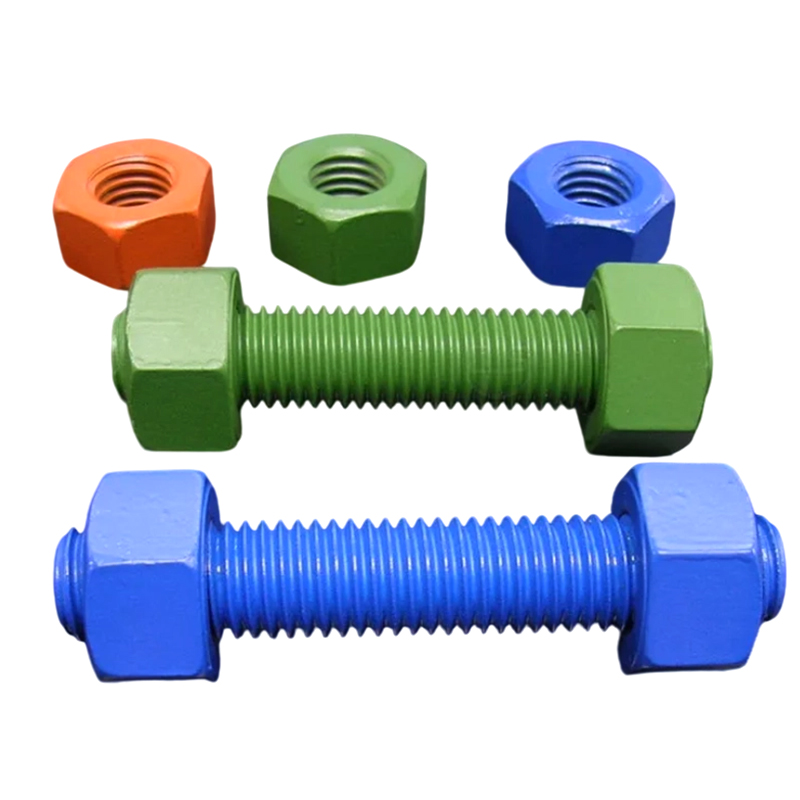 Stal stopowa M27*300 Powłoka PTFE / Dacromet B7 Pręty gwintowane Szpilki
Stal stopowa M27*300 Powłoka PTFE / Dacromet B7 Pręty gwintowane Szpilki
 Klucz oczkowy 10*75*2 z podwójną końcówką i prostym uchwytem
Klucz oczkowy 10*75*2 z podwójną końcówką i prostym uchwytem
 Pręty gwintowane ze stali stopowej 1-8 UNC *5" ASTM A193 B7
Pręty gwintowane ze stali stopowej 1-8 UNC *5" ASTM A193 B7
 3/4*10" Pręty gwintowane B7 ocynkowane / czarny tlenek / cynkowane ogniowo
3/4*10" Pręty gwintowane B7 ocynkowane / czarny tlenek / cynkowane ogniowo
 1-8 UNC *5" Stal stopowa ASTM A193 B7 Pręty gwintowane Kołki gwintowane klasy L7
1-8 UNC *5" Stal stopowa ASTM A193 B7 Pręty gwintowane Kołki gwintowane klasy L7
 Śruba pasowana ze stali stopowej z czarnym tlenkiem, przedłużona ISO 7379
Śruba pasowana ze stali stopowej z czarnym tlenkiem, przedłużona ISO 7379
 Dane kontaktowe
Dane kontaktowe
 Adres
Adres





